

 当前位置:
当前位置:

 推荐产品
推荐产品 





 推荐新闻
推荐新闻 




 在线留言
在线留言 详情内容
详情内容 
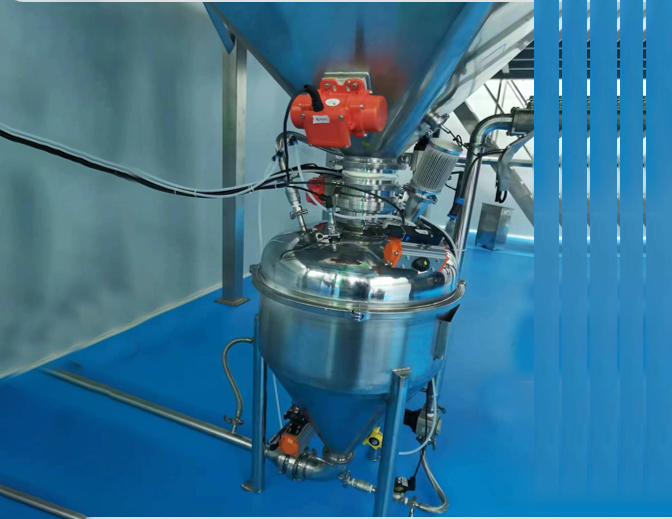
正压输送系统作为气力输送技术的核心应用形式,是指以高于大气压的压缩气流为动力源,在密闭管道体系内实现粉粒状物料连续化 “吹送” 输送的工业装备系统。其凭借长距离输送能力、多点卸料灵活性及全密闭环保特性,已成为流程工业中物料转运的关键技术方案,广泛适配多行业规模化生产需求。
一、核心工作原理
正压输送系统通过气源设备产生稳定正压气流(工作压力范围通常为 0.05–0.7 MPa),物料经专用供料装置..、均匀送入输送管道,与气流形成稳定气固两相流态;在压力差驱动下,物料沿预设管道路径..输送至目标料仓或工艺设备;末端通过分离器与除尘器组合装置完成气固..分离,净化后的达标气体合规排放,物料则进入后续存储或生产环节。
二、主要技术类型
1. 稀相正压输送系统
技术特征:气流速度 15–30 m/s,物料浓度较低,采用悬浮流输送模式;
适用场景:细粉类、流动性良好物料,短至中距离输送(≤300 m),支持多点卸料工艺;
典型适配物料:粮食颗粒、塑料粒子、奶粉、精细化工粉料等。
2. 浓相正压输送系统
技术特征:气流速度 5–15 m/s,物料浓度高,采用栓流或柱塞流输送模式;
核心优势:管道磨损小、物料破碎率低、能耗较稀相系统显著降低,输送距离可达数公里;
典型适配物料:水泥、粉煤灰、煤粉、矿粉、重质化工粉料等。
三、核心技术优势
长距..输送:单条输送管道可实现数百米至数公里级转运,满足规模化生产的大流量物料输送需求(输送量按需定制);
布局灵活适配:支持 “单点供料→多点卸料” 的复杂工艺布局,可根据厂房结构与产线规划灵活设计管道路径;
全密闭环保合规:系统全程密闭运行,无粉尘外溢,有效避免物料受潮、污染及杂质混入,完全符合食品、医药、精细化工等行业的环保与卫生标准;
工艺集成能力:可在物料输送过程中同步集成加热、冷却、干燥、混合、分级等工艺功能,简化生产流程,提升整体效率;
自动化智能管控:配备远程监控与 PLC 自动控制系统,实现连续稳定运行,系统运动部件少,维护便捷,降低人工干预成本;
设备寿命保障:气源设备(风机 / 空压机)不直接接触含尘物料,有效规避粉尘磨损,延长核心设备使用寿命。
四、适用物料与行业场景
粉状物料:水泥、粉煤灰、面粉、奶粉、淀粉、医药原粉、颜料、炭黑、锂电材料等;
颗粒状物料:粮食、塑料颗粒、化肥、饲料、砂糖、工业盐、咖啡豆等;
特殊形态物料:木粉、稻壳、塑料薄片、药片、纤维类物料等。
应用行业:食品饮料、乳制品、医药与保健品、精细化工、塑料加工、建材(水泥 / 瓷砖)、电力(粉煤灰处理)、粮食仓储与加工、环保工程、锂电材料生产等。







